All equipment is fully customizable, contact us for more info!
All equipment is fully customizable, contact us for more info!

M342-13

M242-7

Mechanical nailing machine. Stringers are pushed by the dogs onto the chain. The 2-3 different types of deck-boards come from 2-3 magazines and are placed directly under the nailing beam by a servocontrolled pusher.
Open and closed decks can be produced; also, the distance between the deck boards can be modified.
Optional: pre-jig for various lengths and up to 5 stringers.
Product type: decks and stringer pallets from 24x24 to 59x59 in (optional 12 - 98 in)
Production: GMA 500 pallets/hr. (theoretical); CP1 325 pcs. /hr. (theoretical).
Personnel: 1-2 operators Changeover time: 5-10 min. (30 sec. - 2 min. Auto Changeover)
Mechanical nailing machine. Stringers are fed manually or loaded onto the chains with dogs by 1 or 2 stringer magazines. Deck-boards are fed manually or dragged by dogs from the magazines.
Product type: decks for pallets, Skids and Stringer pallets from 23x23 to 59x59 in (optional 19-78 in)
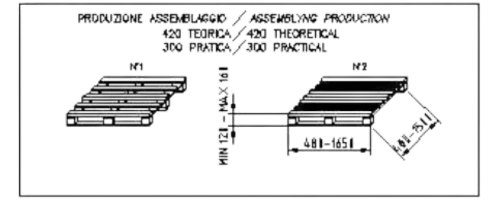
Production: 420-480 pallets/hr. (theoretical; it can decrease according to dogs distance)
Personnel: 1-2 operators Optional: transversal boards magazines and longer carriage to assemble deck-board magazines.

M246-13

M242-5

Mechanical stitching machine. Stringers are dragged by dogs on chains from the magazines. Deck-boards are placed directly under the stitching heads by a special magazine.
Dogs do not have to be adjusted: with the computerized control system, spaced between the boards can be chosen quickly and at will. The unwound wire is cheaper and has less problems than nails.
Product type: decks for pallets and stringer from 24x24 to 59x59 in (optional 19-70 in)
Production: 250-600 cop./hr. (theoretical; it can decrease according to pallet type) Personnel: 1-2 operators
Mechanical nailing machine for Block legs or perimeter pallets and stringer pallets (second tower for full stringer line).
Pallets are transported by 2 chains with dogs. Block legs come from 1-2 magazines and are placed in nailing position by a servo-controlled pusher. Overhangs and quick adjustments can be carried out easy and shortly.
Product type: stringer or block legs length 24-59 in (optional: 19-98 in).
Production: 420-480 pallets/h (theoretical; it can decrease according to pallet type)
Personnel: 1 operator Changeover time: 2-10 min. (30 sec. - 2 min. Auto Changeover)

M.242
M.242
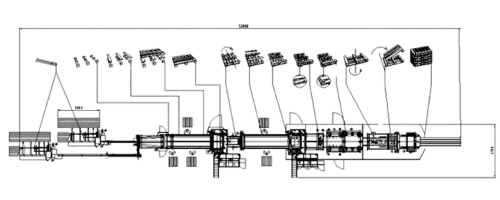
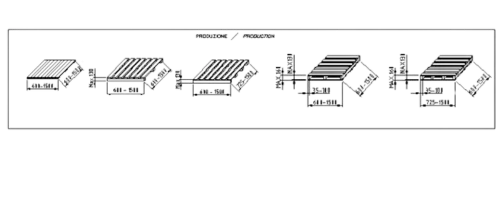
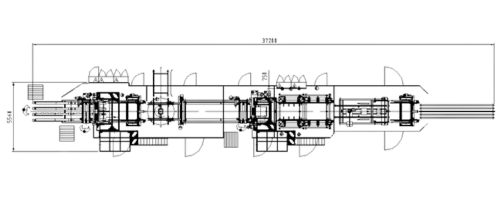
NAILING PALLET LINE WITH 2 NAILING MACHINE TO PRODUCE BLOCK PALLETS
The 2 different blocks are made in the 2 block cutters or, if pressed-block types, they are unstacked automatically. Then they are automatically fed into the fist nailing machine, where the boards for the assembly with blocks are fed, in order to produce the top of the 4-way pallet. These half-ready pallets are turned over and fed into the second nailing machine, where the bottom part of the 4-way pallet is made by nailing the bottom boards to skis or perimeter bases. If necessary, this pallet is then chamfered, corner-cut and branded and then stacked, either normally or nested.
Product type:
4-ways pallet with block and full perimeter pallets from 24x24 to 60x60 in; CP from 1 to
9, EURO and CHEP
Production: 360-420 pallets/hr. (theoretical; it can decrease according to pallet type and
dogs distance)
Personnel: 4/5operators
Changeover time: 60/90 min.
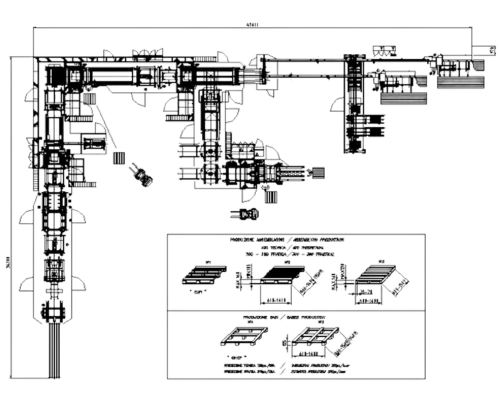
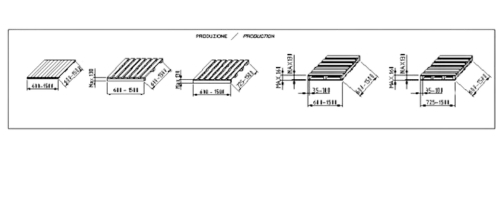
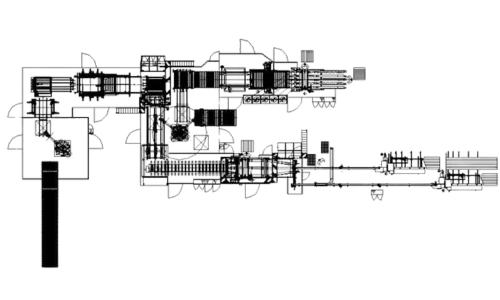
NAILING PALLET LINE WITH 3-4 NAILING MACHINE TO PRODUCE STRINGER AND BLOCK PALLETS
Quick adjustment line consisting of 3-4 mechanical nailing machines. Decks and stringer, assembly of decks onto blocks, ski-boards and perimeter boards nailing. Decks and the upper part of the 2-way pallet are produced in the deck nailing machine and then fed by a buffer in the second nailing machine. The 2 different blocks are made in the 2 block cutters or automatically unstacked if they are pressed type blocks. Then they are placed (if necessary, turned over) into the nailing machine by the feeder. Here decks are assembled to blocks. These semi-ready pallets are then turned over, so that ski-boards are pushed into the next machine by transversal magazines and placed under the chucks and nailed. For example, this machine produces the bottom decks of the 2-way pallet. In the fourth optional nailing machine, the turned over pallets are assembled to perimeter boards. This machine has an automatic riveting system for double deck pallets, i.e. CP 7. After this, chamfering, corner cutting, branding and stacking are carried out. Product type: stringer pallet, block and full perimeter pallets from 24x24 to 60x60 in; CP from 1 to 9, EURO and paper pallets (free positioning of deck-boards, ski-boards and blocks).
Production: 380-480 pal./hr. (theoretical; it can decrease according to pallet type and dogs distance, i.e. EURO = 480 pcs./h)
Personnel: 3-4 operators
Changeover time: ca. 30 min. (with paper pallet, 1/-2 minutes upon request).
(Click Machines For More Details)
70 Years of Quality Italian Craftsmanship
S&G is proud to supply the Vega Group's versatile, high quality, specialty folder gluers and double feeders to the U.S. and Canadian markets. Since 1947, Vega, from Milan, Italy, has been specializing in the design, production and craftsmanship of folder gluers for the most varied of commercial applications, from simple to sophisticated. Reliable and affordable single-operator machines boasting quick changeovers.
M342-13
Mechanical nailing machine. Stringers are pushed by the dogs onto the chain. The 2-3 different types of deck-boards come from 2-3 magazines and are placed directly under the nailing beam by a servocontrolled pusher.
Open and closed decks can be produced; also, the distance between the deck boards can be modified.
Optional: pre-jig for various lengths and up to 5 stringers.
Product type: decks and stringer pallets from 24x24 to 59x59 in (optional 12 - 98 in)
Production: GMA 500 pallets/hr. (theoretical); CP1 325 pcs. /hr. (theoretical).
Personnel: 1-2 operators Changeover time: 5-10 min. (30 sec. - 2 min. Auto Changeover)
M242-7
Mechanical nailing machine. Stringers are fed manually or loaded onto the chains with dogs by 1 or 2 stringer magazines. Deck-boards are fed manually or dragged by dogs from the magazines.
Product type: decks for pallets, Skids and Stringer pallets from 23x23 to 59x59 in (optional 19-78 in)
Production: 420-480 pallets/hr. (theoretical; it can decrease according to dogs distance)
Personnel: 1-2 operators Optional: transversal boards magazines and longer carriage to assemble deck-board magazines.

M246-13
Mechanical stitching machine. Stringers are dragged by dogs on chains from the magazines. Deck-boards are placed directly under the stitching heads by a special magazine.
Dogs do not have to be adjusted: with the computerized control system, spaced between the boards can be chosen quickly and at will. The unwound wire is cheaper and has less problems than nails.
Product type: decks for pallets and stringer from 24x24 to 59x59 in (optional 19-70 in)
Production: 250-600 cop./hr. (theoretical; it can decrease according to pallet type) Personnel: 1-2 operators
M242-5
Mechanical nailing machine for Block legs or perimeter pallets and stringer pallets (second tower for full stringer line).
Pallets are transported by 2 chains with dogs. Block legs come from 1-2 magazines and are placed in nailing position by a servo-controlled pusher. Overhangs and quick adjustments can be carried out easy and shortly.
Product type: stringer or block legs length 24-59 in (optional: 19-98 in).
Production: 420-480 pallets/h (theoretical; it can decrease according to pallet type)
Personnel: 1 operator Changeover time: 2-10 min. (30 sec. - 2 min. Auto Changeover)
M.242
NAILING PALLET LINE WITH 2 NAILING MACHINE TO PRODUCE BLOCK PALLETS
The 2 different blocks are made in the 2 block cutters or, if pressed-block types, they are unstacked automatically. Then they are automatically fed into the fist nailing machine, where the boards for the assembly with blocks are fed, in order to produce the top of the 4-way pallet. These half-ready pallets are turned over and fed into the second nailing machine, where the bottom part of the 4-way pallet is made by nailing the bottom boards to skis or perimeter bases. If necessary, this pallet is then chamfered, corner-cut and branded and then stacked, either normally or nested.
Product type:
4-ways pallet with block and full perimeter pallets from 24x24 to 60x60 in; CP from 1 to
9, EURO and CHEP
Production: 360-420 pallets/hr. (theoretical; it can decrease according to pallet type and
dogs distance)
Personnel: 4/5operators
Changeover time: 60/90 min.
M.242
NAILING PALLET LINE WITH 3-4 NAILING MACHINE TO PRODUCE STRINGER AND BLOCK PALLETS
Quick adjustment line consisting of 3-4 mechanical nailing machines. Decks and stringer, assembly of decks onto blocks, ski-boards and perimeter boards nailing. Decks and the upper part of the 2-way pallet are produced in the deck nailing machine and then fed by a buffer in the second nailing machine. The 2 different blocks are made in the 2 block cutters or automatically unstacked if they are pressed type blocks. Then they are placed (if necessary, turned over) into the nailing machine by the feeder. Here decks are assembled to blocks. These semi-ready pallets are then turned over, so that ski-boards are pushed into the next machine by transversal magazines and placed under the chucks and nailed. For example, this machine produces the bottom decks of the 2-way pallet. In the fourth optional nailing machine, the turned over pallets are assembled to perimeter boards. This machine has an automatic riveting system for double deck pallets, i.e. CP 7. After this, chamfering, corner cutting, branding and stacking are carried out. Product type: stringer pallet, block and full perimeter pallets from 24x24 to 60x60 in; CP from 1 to 9, EURO and paper pallets (free positioning of deck-boards, ski-boards and blocks).
Production: 380-480 pal./hr. (theoretical; it can decrease according to pallet type and dogs distance, i.e. EURO = 480 pcs./h)
Personnel: 3-4 operators
Changeover time: ca. 30 min. (with paper pallet, 1/-2 minutes upon request).
M.242
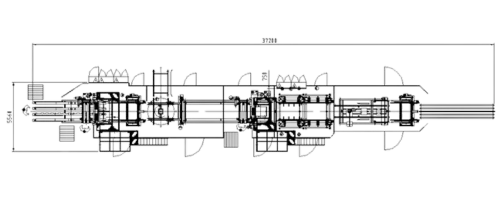
LINE TO PRODUCE DECKS AND STRINGER PALLETS
Quick adjustment line consisting of 2 mechanical nailing machines. Decks and tops of the Stringer pallets are produced inside the deck machine, then fed by a turn-over into the second nailing machine to produce the bottom of the pallet. The line is completed with chamfering and corner cutting machine, and the system to provide an either normal
or nested stacking. Line with great production output and quick changeovers.
Product type: decks, Stringer, and Skid pallets
Production: 380-480 pallets/hr.
Personnel: 3 operators
Changeover time: ca. 15/20 min.
M.242
M242/M246
LINE TO PRODUCE DECKS AND STRINGER PALLETS
Quick adjustment line consisting of 2 mechanical nailing machines. Decks and tops of the Stringer pallets are produced inside the deck machine, then fed by a turn-over into the second nailing machine to produce the bottom of the pallet. The line is completed with chamfering and corner cutting machine, and the system to provide an either normal
or nested stacking. Line with great production output and quick changeovers.
Product type: decks, Stringer, and Skid pallets
Production: 380-480 pallets/hr.
Personnel: 3 operators
Changeover time: ca. 15/20 min.
PAPER PALLETS TO PRODUCE NON-PERIMETER BLOCK PALLETS
Computerized line with 3 stitching and/or nailing machines. Block legs are fed into the block cutters and transported automatically to the feeder which puts them onto the leg nailing machine. Block legs are fed by a magazine and skis are automatically turned over and fed onto the assembly machine. Decks are produced separately. The dogs of
the chains drag the bottom boards from the magazines and the deck boards are pushed
directly under the stitching heads by a special magazine. Decks are fed automatically into the assembly nailer. After the assemblage is over, the pallets are stacked. The computerized adjustment is available upon request. Production plants for paper pallets with totally automated feeding of boards and stringers, with only 1 operator. 2 block
cutters, block feeder, ski nailing machine, turn-over, ski feeder, deck nailing or stitching machine, robot for stacking and feed decks, assembly nailing machine, trimming machines, robot for pallet stacks.
Product type: paper pallet from 24x24 to 60x60 in (optional: 20x80 in.)
Production: up to 420 Pal./hr. (theoretical; it depends on pallet type)
Personnel: 2-3 operators
Changeover time: 15 sec to 2 min.
(Click Machines For More Details)
70 Years of Quality Italian Craftsmanship
S&G is proud to supply the Vega Group's versatile, high quality, specialty folder gluers and double feeders to the U.S. and Canadian markets. Since 1947, Vega, from Milan, Italy, has been specializing in the design, production and craftsmanship of folder gluers for the most varied of commercial applications, from simple to sophisticated. Reliable and affordable single-operator machines boasting quick changeovers.
M242/M246
PAPER PALLETS TO PRODUCE NON-PERIMETER BLOCK PALLETS
Computerized line with 3 stitching and/or nailing machines. Block legs are fed into the block cutters and transported automatically to the feeder which puts them onto the leg nailing machine. Block legs are fed by a magazine and skis are automatically turned over and fed onto the assembly machine. Decks are produced separately. The dogs of
the chains drag the bottom boards from the magazines and the deck boards are pushed
directly under the stitching heads by a special magazine. Decks are fed automatically into the assembly nailer. After the assemblage is over, the pallets are stacked. The computerized adjustment is available upon request. Production plants for paper pallets with totally automated feeding of boards and stringers, with only 1 operator. 2 block
cutters, block feeder, ski nailing machine, turn-over, ski feeder, deck nailing or stitching machine, robot for stacking and feed decks, assembly nailing machine, trimming machines, robot for pallet stacks.
Product type: paper pallet from 24x24 to 60x60 in (optional: 20x80 in.)
Production: up to 420 Pal./hr. (theoretical; it depends on pallet type)
Personnel: 2-3 operators
Changeover time: 15 sec to 2 min.